Marine Diesel Engine nowadays employs the hydraulic mechanism of opening and closing the exhaust valve. Just like other machineries, it also requires maintenance from time to time. Let’s have a look at its working and maintenance.
Main Engine Exhaust Valve Parts
· Hydraulic Pipe
· Hydraulic Oil Cylinder
· Air Cylinder
· Spindle and vanes
· Exhaust Valve Housing
You might like to Read: Engine not starting? How to troubleshoot it?
Working of Main Engine Exhaust Valve
Pressurized hydraulic oil is used to open the exhaust valve, against the air spring pressure of 7 bars. The timing of this hydraulic oil is as per the opening timing of the exhaust valve. So, we have a benefit of changing the timing of opening of exhaust valve, if we are using the hydraulic system.
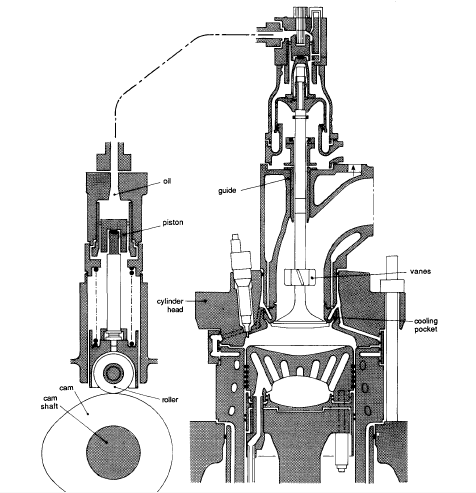
Below is the diagram of Exhaust Valve
 |
| Image Courtesy: J COWLEY MEP BOOK |
So, at the top, we have the hydraulic operated servo piston and at the bottom we have the air operated piston. When hydraulic pressure is relieved, the air pressure brings the exhaust spindle back to close position.
Overhauling Of the Main Engine Exhaust Valve
1) First thing first, that the people who will work during the overhaul having been given instructions as per the work profile.
2) After making sure that proper tools and spares are onboard, unit isolation can be carried out.
3) Open the hydraulic nuts using the hydraulic jack.

4) After it place the valve on a wooden platform carefully. First thing to take out is the oil cylinder of the exhaust valve. After that retaining ring for the spindle will be removed with use of special tool.

5) Also, after this, air piston arrangement is removed.

6) Now we have opened everything. We will put main consideration on Spindle Bushing, Spindle and the Exhaust valve seating surface, as these are the places where the actual wear and tear takes place.
Checking the Main Engine Exhaust Valve Spindle Bushing
·
In the diagram below you can see what you have to check. You can use the dial gauge to measure the clearance.
In the diagram below you can see what you have to check. You can use the dial gauge to measure the clearance.

Checking the Bottom Seat Surface
·
Checking with the help of template, you can check whether clearances are in the right limit or not. Before putting the template, it is wise to remove any type of carbon being deposited on the seat.
Checking with the help of template, you can check whether clearances are in the right limit or not. Before putting the template, it is wise to remove any type of carbon being deposited on the seat.

· Small dents, that cannot hamper the sealing of seat, should be avoided for any repair. But yes, if there are tends and erosion, that are damaging the sealing between the exhaust valve spindle and the seat, then some grinding is necessary.
· Outer seating needs to be lapped smoothly, with the help of special tool shown below. The lapping needs to be one half turn clockwise and half turn anti clockwise.

Checking Exhaust Valve Spindle Seating Surface
· Manufacturer of the engine provides the standardtemplate for the measuring the clearance of the spindle face. If it is not satisfactory, you can grind it.
· Secondly, with the help of template, you can also, check the amount of burn off on valve face.

· Sometime, you need to grind the face, to remove the black carbon depositing on it, so that you can get the actual surface to measure
on.
on.
· You also need to check the trueness of the spindle shaft. This can be done by putting the one end of the shaft on rolling point and on the other end you can fit the dial gauge. Any difference will tell, whether shaft is true or not.
After doing all the checks and putting necessary spares, it is time to box back the exhaust valve. This exhaust valve overhaul was for the MAN B&W engine. So for other engines, things might vary. So this was all from this article ‘Main Engine Exhaust Valve Overhaul’.



I didn’t understand why you have to lap the outer seating